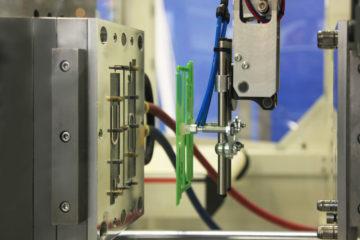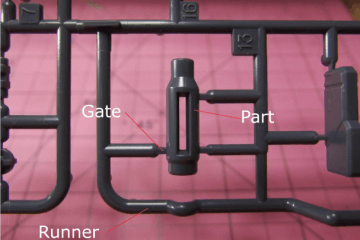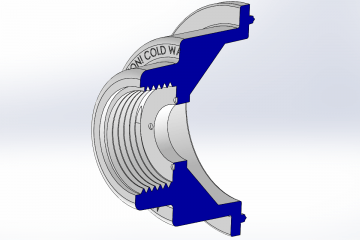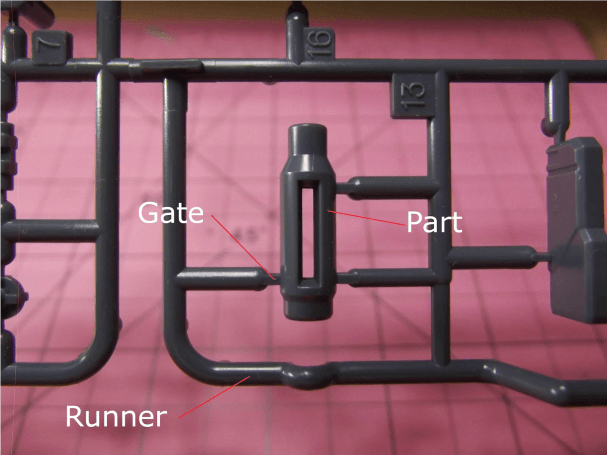
In this article, we’re talking about gates. And no, not the kind that you shut behind you when you’re leaving the farm. In plastic injection moulding a Gate is where the molten plastic enters the cavity of the tool. That’s to say it’s different from the sprue or runner. Sprues and runners are simply there to feed the cavities even amounts of plastic. The gates determine a few things. Firstly, they will determine the flow of plastic inside the cavity. They will also affect how the part’s ejected, and it’s important to consider how it looks as well.
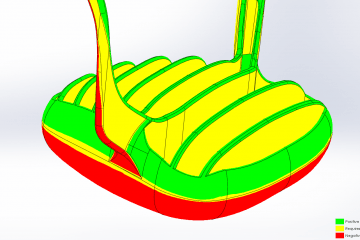
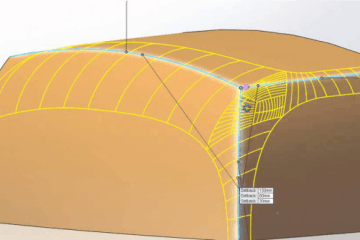
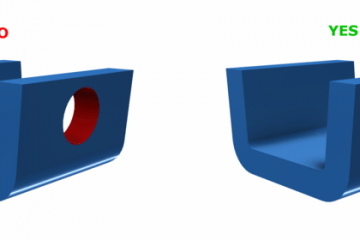
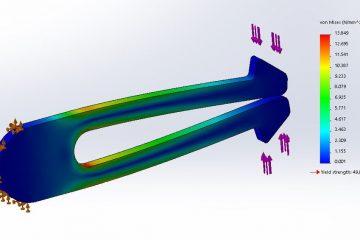
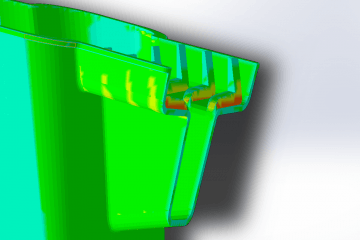
The design and correct placement of the gate affects how the plastic flows through the mould. It’s best practice to have the one gate if you can help it. Multiple Gates mean that you will have weld lines throughout your product. Also, imagine the plastic filling your mould, it radiates outward from the gate and fills up larger spaces before it thin spaces. So if you have a product varying wall thickness, it’s better to place your gate right on top of the thick parts- so that it fills quickly and fills the entire cavity. This way you avoid a short or incomplete shot and you also reduce the pressure needed to run the tool, which makes it cheaper for you.
There are several types of gates and choosing the right kind of gate for your product will make how your part ejects from the machine easier or harder. Direct Gates are cheaper and easier to tool, but leave a more visible mark, Tab gates are very common and can be ejected with the sprue and runner attached, which may be beneficial (like model Aeroplanes components). Sub Gating means that the sprue and runners will break from the parts when they eject, allowing the part to drop down a chute and into a packaging box. Sub gates eliminates a lot of manual labour from the process. There are also more technical ways of gating parts, such as Fan Gates, Disk (Diaphragm) Gates, and Ring Gates and these all have specific purposes when it comes to mould flow and pressure management. Generally speaking, the more technical the gate, the harder it is to remove the sprue and runner Which means you will end up paying for the labour to remove it.
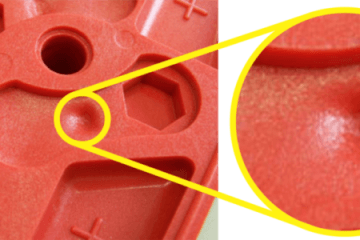
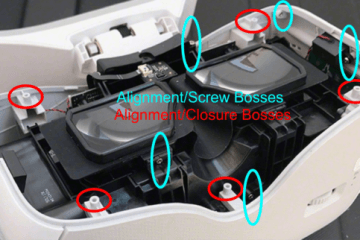
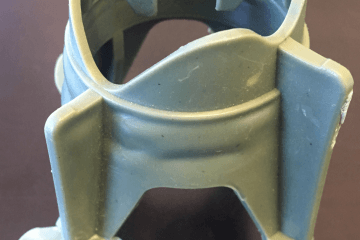
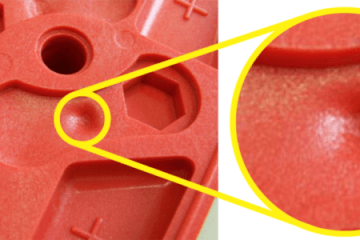
It’s also important to know that the gate will leave a mark in your part. How noticeable and how many, depend upon a lot of factors, but it comes down to how and where have you gate the product, and why has it been gated in that fashion? Sometimes, there is only one way to gate a product for the desired end result, and other times it doesn’t matter where it is gated because you’ll never see the part that is gated. However, every plastic part tells a story about how it is made, you just have to look for the right clues.
If you are having problems with your tool, and want to get a second opinion about how it’s gated, come in to Dienamics for a free, no-obligation meeting, to talk through your project. Or just contact us directly via our website.
Subscribe to Our Newsletter
Get the latest news from Dienamics into your inbox