Flow Lines are a family of cosmetic flaws which can occur in injection moulded plastic parts. We would like to share our experience with you to aid you in spotting these flaws, and understanding how to avoid them
The Flow Line family of visible marks can be defined as marks which make the route the plastic took through the mould visible. This can be quite an issue, as plastic parts are often used for their high surface finish.It is important to differentiate these flaws from Weld Lines, which we will deal with in a different article. Weld lines are structural weakness in the part, but may not be visible to the eye. Flow lines are strictly cosmetic flaws, but do not affect the integrity of a part.
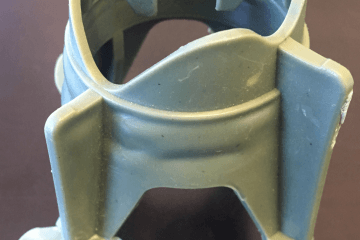
Meld Lines
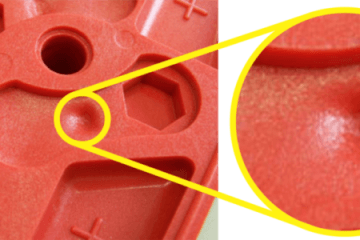
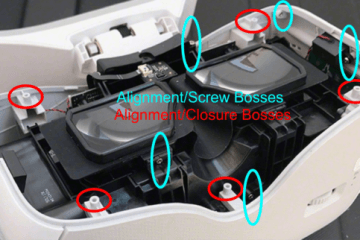
These are caused when the flow front of the plastic is split by a feature of the part. When the 2 separate flow fronts re-join, they have cooled slightly and don’t join together smoothly, but instead will run alongside each other. In the main picture, meld lines can be clearly seen radiating from the screw holes in this automotive part.
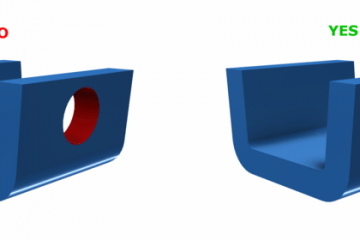
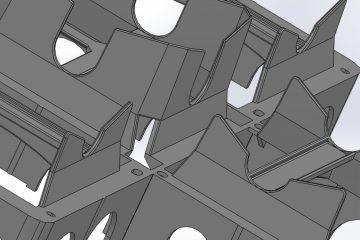
Flaws like this need to be avoided during part and tool design. The way plastic will move though a mould can be very complex, and both experience and computer modelling are needed to ensure the final part meets the client’s needs.
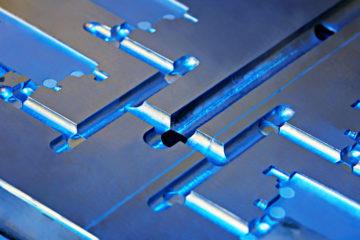
Rippling

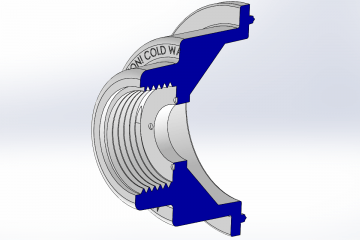
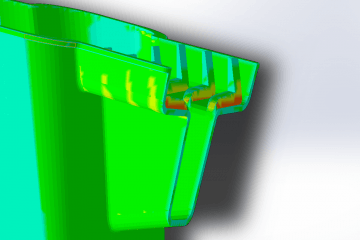
This occurs when a filler or pigmentation added the plastic highlights the plastics flow path. Typically this occurs when the filler is not homogenous, meaning it does not “dissolve” into the melted plastic and become completely indistinguishable from it. The part pictured here has been given a metallic, reflective fill. The individual shiny flecks show up the normally invisible internal stresses created during moulded. Many reinforcing fills, such as glass fibre, can also cause this effect
This can be controlled by balancing the required surface finish, the base material, and the filler. Some combinations have a very high risk of showing this effect. For instance in this part it is the combination of a highly polished, flat surface with a very reflective filler. Your manufacture should evaluate your part before production begins, and warn you of the risk of this occurring.
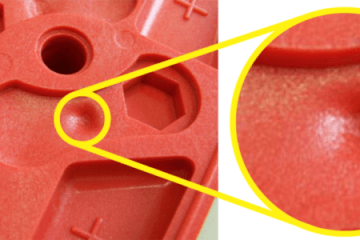
Spidering/Streaking/Splay/Jetting

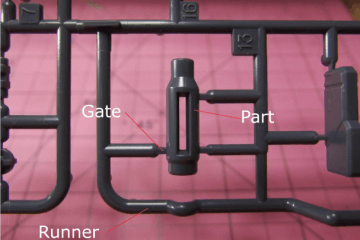
These are terms for radial or repeating marks, usually emanating from the gate (where the plastic enters the part cavity). These can have 2 causes. Firstly, the plastic used was not correctly stored or prepared, and is has absorbed moisture or other contaminants which are being forced out under injection pressure. Secondly, poor control of injection pressure or speed can impart patterns like this to even the cleanest plastics.
Subscribe to Our Newsletter
Get the latest news from Dienamics into your inbox